
Flow diagram
Learn more about our systems and how they work
Printing department discharges currently contain high concentrations of synthetic glues that are not readily biodegradable.
With specific pretreatment on the print stream, we can eliminate these synthetics, safeguarding the life of MBR and RO membranes.
Includes 1, 2 and 16 (refer to the main diagram)
The major problem of PVA is completely solved by selected anaerobic treatment, with the four anaerobic phases totally separated from each other, with very short contact times, followed by a biofilter process. At the outlet, PVA is completely eliminated, thus avoiding irreversible clogging of RO membranes, which would otherwise necessitate their replacement in less than 1 year.
Includes 1, 2 , 20 and/or 17 (refer to the main diagram)
The residence time varies from 30 hours to 50 hours or more, depending on the organic load to be abated. The system is aerobic, low-loading with biomass mineralization, aerated with microbubbles from the bottom and automatic control of O.D. value by compressor or turbines and inverter. Variable F/M value depending on the biodegradability content of the slurry.
Includes items from 1-6 (refer to the main diagram)
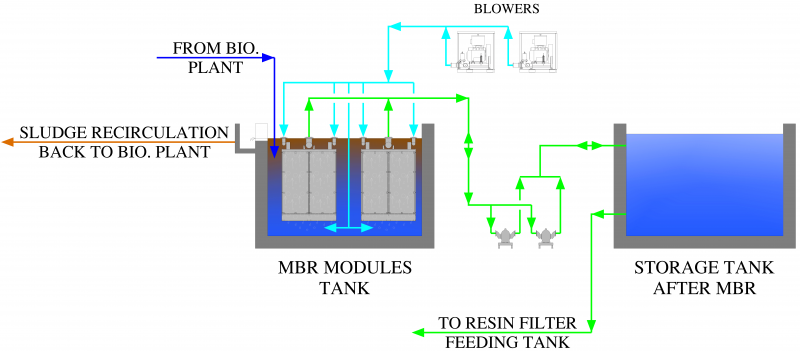
Ensures permeate with very low SS and NTU content. Useful life of membranes over 6 to 7 years. Low energy costs and very small space.
Includes 7 (refer to the main diagram)
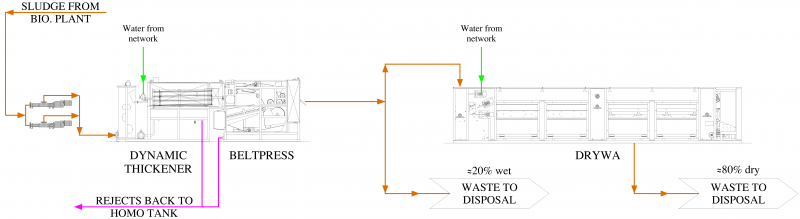
Superoil sludge is treated with mechanical systems for thickening to 20 to 25 % dryness. Filter presses, belt presses, centrifuges, or screw-presses can be used, depending on the characteristics of the sludge.
Includes 18 and 19 (refer to the main diagram)
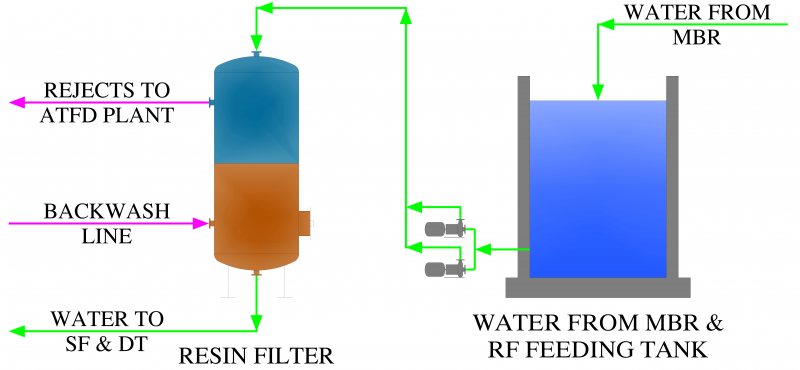
Their use eliminates the presence of color in the recovery stage of sodium sulfate (Glaubert salt). The recovered salt is white and can be reused for new dyes, including pastel colors. The amount recovered can exceed 80%, generating substantial economic savings, both by less purchase of the new salt and by decreasing the cost at discharge.
Includes 15 (refer to the main diagram)
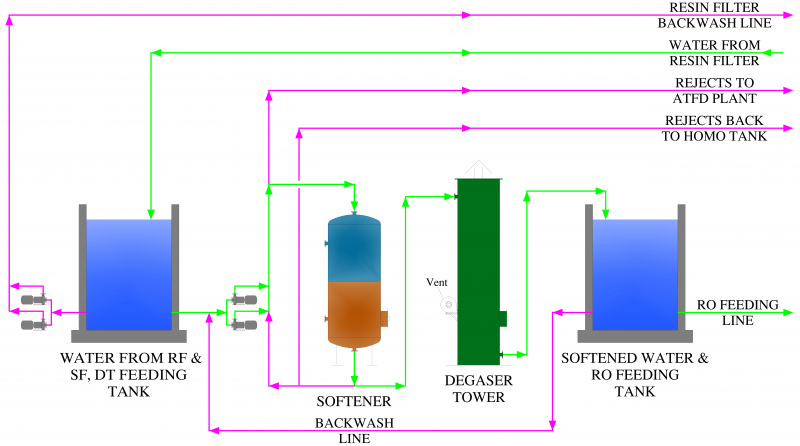
Softner: Removal of present calcium, preserves the useful life of RO membranes and decreases energy consumption.
SDI values are between 2.5 and 3. Degaser: At the outlet of the softener, the slurry passes over a stripping tower for alkalinity removal,
further improving the quality going into reverse osmosis, reducing O&M costs.
Includes 8 and 9
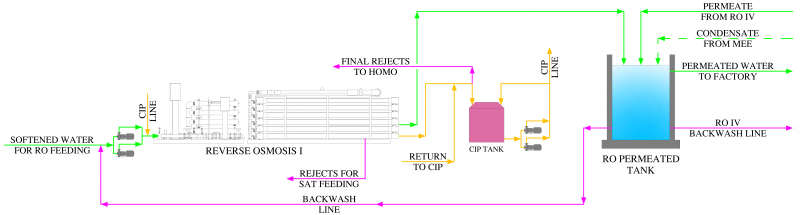
We can recover up to 90 to 92% of permeate with energy consumption of less than 1 kW/m³. We envision 3 or 4 stages with 5 or 6 arrays, continuously fed with buster pumps. Each array is controlled with inverter, flow meter, TDS and pressure control. All controlled by the PLC programmed system. The service life of the membranes can be up to 5 years.
Includes 10 (refer to the main diagram)

Saturator. It aims to remove silica in the reject of RO1before feeding RO4, which allows further recovery of permeate.
The silica separates by gravity.
UF: With hollow membranes, controls and removes suspended solids in feed to RO4, maintaining an ideal SDI value.
Reverse osmosis 4th stage. With new high-performance membranes, we can recover permeate from the RO1 reject.
It is possible to recover permeate up to a TDS concentration in the reject of 100 to 140 g/liter.
Involves items from 11-14

Multiple Effect Evaporators (MEE)
Generally, in the treatment of wastewater, the evaporation is used to increase the concentration of a solution, separating a part of the water in the form of water steam, or to reduce the solute in the crystalline form.
The technologies normally used are all quite expensive, both from the point of view of energy consumption and investment costs. Therefore, when it needs this type of system, it is desirable to minimize the quantity of effluent to be treated, supplying it with previously concentrated solutions.
In MEE, the evaporation of a solution is carried out by boiling in some evaporator units with gradually decreasing pressures and connected each other, so that the steam developed in one of them is the heating fluid of the next unit.